



Производитель oem100℃ теплосохраняющее покрытие
Когда видишь запрос вроде ?Производитель OEM? и ?теплосохраняющее покрытие до 100℃?, первая мысль — это просто спецификация. Но за этими цифрами и аббревиатурами кроется целая история проб, ошибок и реальной эксплуатации на месторождениях. Многие, особенно те, кто только начинает закупать, фокусируются именно на температуре, думая, что 100°C — это некий универсальный порог. На деле же, ключевое — не максимальный градус, а стабильность характеристик в циклическом режиме ?нагрев-остывание? и адгезия к ржавой, неровной поверхности трубы в полевых условиях. Вот об этом редко пишут в каталогах.
Почему ?OEM? — это не просто маркировка, а ответственность
Работая с теплосохраняющими покрытиями, быстро понимаешь разницу между обычным поставщиком и настоящим производителем OEM. Последний не просто наносит логотип на чужой состав. Он закладывает параметры на этапе разработки сырья. Например, для условий Западной Сибири критична не только термостойкость, но и эластичность при низких температурах, чтобы покрытие не потрескалось при монтаже зимой. Случай из практики: однажды взяли на пробу материал у ?производителя?, который оказался переупаковщиком. Состав на объекте при +5°C стал вязким, как пластилин, его невозможно было нормально нанести. Потеряли день, а потом еще и отскребали его с труб.
Здесь как раз к месту вспомнить про ООО Сиань Айвэй торговая компания. Они из тех, кто в теме давно — с 1998 года. Их подход — это именно комплекс: от НИОКР до монтажа. Когда компания сама ведет технические исследования и разработки для систем изоляции нефтепромыслового оборудования, это меняет дело. Они могут адаптировать рецептуру под конкретный проект, а не предлагать ?универсальное? решение, которое на поверку работает лишь в идеальных условиях.
Именно поэтому в запросе ?Производитель OEM 100℃ теплосохраняющее покрытие? главное слово для меня — первое. Потому что оно подразумевает контроль над цепочкой. Если возникает проблема с адгезией на участке трубы с остаточной влагой, настоящий производитель разберется в причине на уровне химии состава, а не просто заменит партию.
Магические 100°C: где подвох?
Цифра 100°C стала почти маркетинговым стандартом для многих покрытий средней ценовой категории. Но вот нюанс: большинство составов действительно выдерживают кратковременный нагрев до этой температуры. А что происходит при длительной эксплуатации на 85-95°C? Именно в этом диапазоне многие материалы начинают ?стареть?: терять пластификаторы, становиться хрупкими. Мы проводили тесты на стенде, имитирующем работу обвязки насосного оборудования. Некоторые образцы через 500 часов непрерывного нагрева до 90°C теряли до 30% эластичности. И это не было указано в паспорте.
Поэтому теперь при оценке всегда спрашиваю не только про максимальную температуру, но и про ресурс при длительной работе в 80-90% от максимума. И смотрю на результаты испытаний на термостарение. Кстати, у Айвэй в их материалах для обогрева нефтепромыслового оборудования этот момент часто прописан явно — гарантируют сохранение свойств при длительной работе, что для меня показатель серьезного подхода.
Еще один практический момент — способ нагрева. Электрическая трасса греет иначе, чем паровая или горячая среда внутри трубы. Покрытие, контактирующее с паропроводом, может испытывать еще и давление пара. Простое ?выдерживает 100°C? здесь не катит. Нужно уточнять условия испытаний.
Полевые испытания: теория vs. реальность скважины
Лабораторные сертификаты — это хорошо, но истина рождается на кустовой площадке. Самый показательный случай был с покрытием, которое идеально прошло все заводские тесты. Нанесли его на запорную арматуру. Через три месяца нашли мелкие, почти невидимые трещины. Причина? Не температура, а вибрация от работающих рядом насосных агрегатов. Материал был жестким и не гасил микровибрации.
После этого мы стали всегда учитывать динамические нагрузки. Хороший производитель после такого фидбека не станет отнекиваться, а предложит модификацию с более высоким содержанием эластичных полимеров. Это и есть ценность долгосрочного сотрудничества с компаниями, которые занимаются комплексным послепродажным обслуживанием. Они не продают продукт и забывают, а отслеживают его поведение в реальной жизни.
Еще одна частая полевая проблема — подготовка поверхности. Никогда не бывает идеально чистого металла. Остатки старой краски, окалина, влага. Некоторые покрытия требуют почти стерильной чистоты, что в полевых условиях нереально. Другие, более дорогие и продвинутые составы, имеют высокие показатели толерантности и могут наноситься на рыхлую ржавчину. Это напрямую влияет на скорость и стоимость монтажных работ.
Не только покрытие: почему важна система
Зацикливаться только на самом теплосохраняющем покрытии — ошибка. Это всегда часть системы. Допустим, покрытие отлично держит температуру, но если неправильно смонтированы нагревательные кабели или плохо рассчитана теплоизоляция, толку не будет. Эффект будет локальным, а теплопотери — огромными.
Вот почему подход, который декларирует ООО Сиань Айвэй, — промышленный дизайн, производство оборудования, монтаж и ввод в эксплуатацию — выглядит логичным. Они смотрят на узел или линию целиком. Покрытие выбирается не по принципу ?самое термостойкое?, а как элемент, который оптимально работает с конкретным типом греющего кабеля и изоляционным кожухом. Это снижает риски на стыках ответственности, когда монтажники винят материал, а производитель материала — монтажников.
На одном из объектов мы внедряли систему с их участием. Инженер приехал не просто с образцами покрытия, а с расчетами теплопотерь для конкретной конфигурации трубопровода. В итоге, выбрали не самое дорогое покрытие с максимальной температурой, а то, которое идеально вписалось в общую тепловую модель и было проще в монтаже в стесненных условиях.
Эволюция требований и взгляд вперед
Раньше главным был вопрос ?выдержит ли температуру??. Сейчас фокус смещается на энергоэффективность, экологичность и общую стоимость владения. Современное теплосохраняющее покрытие до 100℃ — это не просто барьер. Оно должно минимизировать теплопотери, чтобы снизить энергопотребление системой подогрева. Это прямая экономия.
Кроме того, ужесточаются требования к пожаробезопасности и выделению вредных веществ при нагреве. Материалы на основе старых растворителей постепенно уходят. Будущее — за составами с высоким сухим остатком и водными основами, которые не менее эффективны, но безопаснее. Производители, которые вкладываются в исследования и разработки, уже активно предлагают такие решения.
И последнее. Цифровизация. Скоро станет нормой, когда покрытие будет не просто пассивным слоем, а частью системы мониторинга. Встроенные датчики для контроля состояния покрытия, его толщины, влажности под слоем — это уже не фантастика. И здесь опять выиграют те, кто работает как производитель OEM и контролирует весь процесс, от химической лаборатории до финальной интеграции в ?умную? систему месторождения. Так что, запрос в поисковике — это только начало глубокого разговора.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Гибкий термочехол
Гибкий термочехол -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии -
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
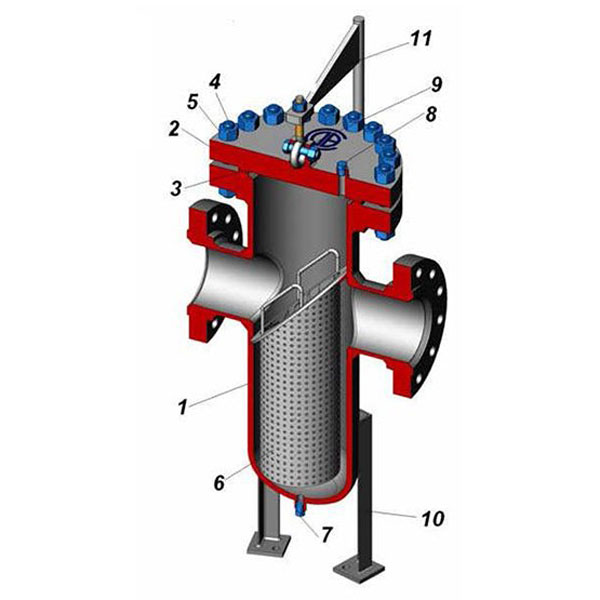 Фильтр корзинного типа
Фильтр корзинного типа -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие
Связанный поиск
Связанный поиск- Ведущие китайские покупатели теплосохраняющих покрытий 100°c
- Ведущая страна по интеллектуальным системам теплоизоляции
- Ведущая страна по выбору изоляционных материалов
- Ведущие покупатели коэффициентов изоляции
- Ведущая страна-покупатель дешевых комплектов трубной изоляции
- Цены на подбор теплоизоляционных материалов
- Поставщики электромагнитных нагревателей
- Установка для интеллектуальной системы отопления
- Цена материала для изоляции труб
- Основные страны-покупатели интеллектуальных термоаккумулирующих циркуляторов