



Производитель oem нержавеющей стали фланец защиты крышки
Когда слышишь ?фланец защиты крышки?, многие, особенно те, кто только начинает закупать для промыслов, думают — ну, крышка и крышка, заглушка линия. Главное, чтобы резьба сошлась или отверстия под шпильки. А вот тут и начинаются те самые ?подводные камни?, из-за которых потом на объекте бригада матерится, когда при прессовке или просто от вибрации эта самая защитная крышка начинает подтекать, а то и вовсе ?выстреливает?. Я сам через это проходил, когда лет десять назад мы поставили партию на одну из установок в Западной Сибири. Казалось бы, всё по чертежу заказчика, сталь 12Х18Н10Т, но... не учли нюанс с уплотнением и реальным рабочим циклом, где есть не только давление, но и температурные скачки. С тех пор к выбору OEM-производителя для таких, казалось бы, простых вещей, отношусь куда пристальнее.
Почему ?нержавейка? — это не одна марка, а целый спектр решений
Вот берём наше ключевое — производитель OEM нержавеющей стали. Многие клиенты, запрашивая предложение, говорят: ?Дайте из нержавейки, подешевле?. И это первая ошибка. Для фланцев защиты, особенно на нефтепромысловом оборудовании, ?нержавейка? — это не абстракция. Для арматуры, работающей с пластовой водой с высоким содержанием хлоридов и сероводорода, 08Х18Н10Т может не подойти — будет коррозионное растрескивание. Нужна более стойкая марка, например, с добавлением молибдена — 10Х17Н13М2Т. Но её цена уже другая. Хороший производитель не просто штампует, а сначала задаёт вопросы: среда, давление, температура, цикличность нагрузок. Если этого диалога нет — это красный флаг.
Я помню, как мы совместно с технологами ООО Сиань Айвэй торговая компания (их сайт — aiwei.ru) подбирали материал для партии фланцевых заглушек на систему обогрева. Там была специфичная среда — ингибиторы коррозии на гликолевой основе, плюс постоянный термоцикл от -30 до +150. Стандартная аустенитная сталь могла ?устать?. В итоге, после испытаний на образцах, остановились на дуплексной нержавеющей стали 08Х22Н6Т. Она и прочнее, и стойкость к коррозии под напряжением выше. Но и обработка её сложнее — резать и сверлить тяжело. Производитель, который взялся за такой заказ, должен иметь опыт именно с такими сплавами, а не просто токарный цех.
Отсюда вывод: сам по себе OEM — это не проблема. Проблема — найти того, кто понимает физико-химию процесса, для которого эта деталь будет работать. Иначе вы получаете просто кусок красивой полированной стали, который выйдет из строя в самый неподходящий момент. Часто смотрю на сайты, вроде того же aiwei.ru, где компания позиционирует себя как объединяющую торговлю, R&D и производство — это как раз тот случай, когда такая интеграция критична. Конструктор на производстве может сразу сказать закупщику: ?С этой маркой стали здесь будет проблема, давайте рассмотрим альтернативу?.
Фланец защиты крышки: геометрия и уплотнение — где кроется 90% неудач
Собственно, фланец защиты крышки. Казалось бы, что там сложного? Диск с отверстиями под шпильки или проушинами. Но основная функция — герметично закрыть торец трубы или аппарата на время ремонта, испытаний или консервации. И здесь два кита: геометрия присоединительной поверхности и тип уплотнения.
По геометрии — всё должно идеально соответствовать ответному фланцу. Не просто ?по ГОСТу?, а с учётом возможной деформации самого корпуса аппарата после эксплуатации. Мы сталкивались, когда новые идеальные крышки не становились на старые, немного ?поведённые? фланцы насосов. Пришлось разрабатывать вариант с более мягким уплотнительным кольцом, которое компенсировало микронные перекосы. Хороший производитель всегда уточнит: ?У вас фланец по какому стандарту? ASME B16.5, DIN или ГОСТ? А поверхность уплотнения какая? Выступ-впадина, шип-паз, под линзовую прокладку?? Если этих вопросов нет — скорее всего, сделают что-то усреднённое, что может и не подойти.
Уплотнение — отдельная песня. Чаще всего идёт фторопласт или графит. Но для агрессивных сред, тех же сернистых соединений, нужен специальный, импрегнированный материал. Однажды сэкономили на прокладках, поставили стандартные паронитовые на крышки для защиты отстойника. Через месяц они разбухли и разрушились от контакта с углеводородами. Пришлось менять всё на месте, что вышло вдесятеро дороже самой экономии. Теперь всегда настаиваю на том, чтобы производитель, особенно если он, как ООО Сиань Айвэй, занимается комплексным обслуживанием, предлагал вариант ?деталь + рекомендованное уплотнение, проверенное в аналогичных условиях?.
OEM-производство: доверять, но проверять цепочку поставок
Сама концепция OEM (Original Equipment Manufacturer) подразумевает, что ты заказываешь продукт под своей маркой или спецификацией у специализированного завода. Ключевое — ?специализированного?. В России много цехов, которые готовы выточить что угодно. Но для фланец защиты крышки из нержавеющей стали важна не только токарная обработка, но и контроль исходной заготовки — поковки или проката.
Был у меня печальный опыт с одним, казалось бы, солидным производителем. Сделали всё красиво, но через полгода на краях отверстий под шпильки пошли микротрещины. Причина — в поковке были неметаллические включения, которые не выявили на входном контроле. Производитель скинул ответственность на металлургический комбинат, а нам пришлось нести убытки. Поэтому сейчас для ответственных узлов мы всегда запрашиваем у производителя сертификаты на материал, а лучше — протоколы собственных испытаний на твёрдость и ударную вязкость.
Компании, которые, как указано в описании aiwei.ru, объединяют торговлю, R&D и производство, часто имеют более жёсткий контроль над цепочкой. Они не просто перепродают, а технически сопровождают продукт от выбора слитка до финишной обработки. Это даёт определённую уверенность. Хотя, конечно, и тут нужно смотреть на конкретные мощности и историю. Идеально, если у производителя есть опыт выполнения заказов для крупных нефтегазовых сервисных компаний — там требования жёстчайшие.
Практический кейс: адаптация под систему обогрева
Хочу привести пример из реального проекта, где именно производитель oem нержавеющей стали сыграл ключевую роль. Речь шла о защитных крышках для заглушки патрубков системы электрообогрева (СЭО) на промысле. Особенность — через эти фланцы проходили силовые кабели, то есть нужна была не просто заглушка, а конструкция с сальниковым вводом.
Стандартных решений не было. Вместе с инженерами мы (я как представитель заказчика) и специалисты производственного отдела разработали чертёж фланца с увеличенной толщиной и набором резьбовых отверстий для кабельных вводов Hawke. Главной задачей была не только герметичность от внешней среды, но и обеспечение взрывозащиты (искробезопасность).
Производитель, с которым мы тогда работали (не тот, что в начале с провалом), предложил не просто выточить деталь, а сделать прототип и провести его испытания на собственном стенде на герметичность и механическую прочность. Они же подобрали марку стали, хорошо поддающуюся механической обработке (чтобы не порвать резьбу у сальниковых вводов), но при этом стойкую к морской атмосфере — 06ХН28МДТ. Это был не самый дешёвый вариант, но он себя оправдал. Крышки отслужили весь срок между капремонтами без нареканий. Это тот случай, когда OEM — это действительно со-разработка, а не просто ?сделай по эскизу?.
Мысли вслух о качестве и цене: где грань?
В заключение хочется порассуждать о вечном вопросе в закупках: цена против качества. Для позиции фланец защиты крышки разброс цен на рынке может быть трёхкратным. Самый дешёвый вариант — это, как правило, деталь из ?неизвестно какой? нержавейки, с минимальными допусками, без какой-либо термообработки или контроля. Его можно брать для временных, неответственных нужд.
Но для постоянной эксплуатации на промысловом оборудовании, особенно если речь идёт о системах, где возможны утечки опасных веществ, экономить смертельно опасно и в итоге — разорительно. Правильный OEM-производитель не будет самым дешёвым. Его цена включает в себя стоимость квалифицированного инженера, который задаст те самые вопросы, стоимость качественной заготовки с сертификатом, стоимость контроля на этапах и, часто, стоимость пробной сборки и испытаний.
Поэтому, когда видишь сайт компании вроде ООО Сиань Айвэй торговая компания, с её историей с 1998 года и акцентом на исследования и комплексное обслуживание, понимаешь, что их предложение по производитель oem нержавеющей стали фланец защиты крышки будет не из нижнего ценового сегмента. Но это, скорее всего, будет решение, а не просто деталь. И в этом разница. Выбор, как всегда, за технологом и механиком на объекте: купить три дешёвых и менять их каждый год, или один правильный, который простоит пять. Мой опыт, включая и шишки, и удачи, однозначно говорит в пользу второго пути.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
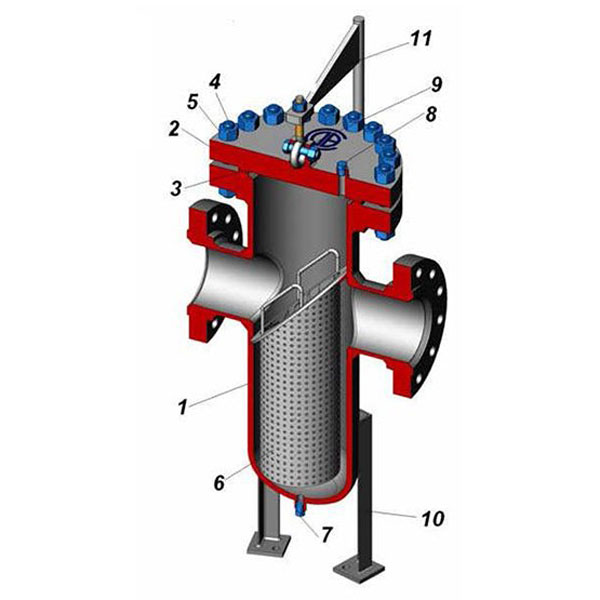 Фильтр корзинного типа
Фильтр корзинного типа -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии -
 Гибкий термочехол
Гибкий термочехол -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие -
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз
Связанный поиск
Связанный поиск- Цена изоляции нефтяных труб
- Ведущие китайские покупатели изоляции сварных труб
- Ведущая страна среди основных покупателей протекторов для клапанов из нержавеющей стали
- Оптовая продажа систем изоляции устья скважины от ведущих стран-покупателей
- Поставщики нагревателей для резервуаров
- Ведущая страна по основным закупкам электрических нагревателей для нефтяных скважин 2-500 квт
- Ведущая страна ведущих покупателей теплоизоляционных строительных материалов
- Цена типа изоляции труб
- Основные страны-покупатели для oem изоляционных рукавов для проводов
- Производители сметы oem изоляции труб