



Производитель oem нержавеющей стали клапан защиты крышки
Когда слышишь ?производитель oem нержавеющей стали клапан защиты крышки?, первое, что приходит в голову не из каталогов — это не просто деталь, а узел, который годами стоит под дождем, паром и химическими испарениями. Многие заказчики, особенно те, кто только начинает работать с обвязкой резервуаров или трубопроводов, думают, что главное — это марка стали, скажем, 304 или 316. И на этом часто успокаиваются. А потом удивляются, почему через полтора сезона на резьбе под крышкой появились рыжие потёки, или сам клапан начал ?залипать? при перепадах температур. Я сам через это проходил, когда лет десять назад мы поставили партию таких клапанов для одного из нефтепромысловых узлов в Западной Сибири. Заявка была — нержавейка, давление до 16 атм. Всё вроде бы сделали по ГОСТу, но не учли нюанс: в составе среды, помимо конденсата, был постоянный слабый поток сероводорода. И крышка, и сам защитный клапан были из одной марки, а вот уплотнительное кольцо — нет. Результат — локальная коррозия, микротрещины. Клиент, конечно, был не в восторге. Именно после таких случаев начинаешь понимать, что oem производство — это не просто выточить деталь по чертежу. Это нужно буквально ?влезть в шкуру? этого клапана на месте его работы.
От чертежа до металла: где кроется подвох
Сейчас, сотрудничая с технологическими компаниями, которые глубоко погружены в отрасль, как, например, ООО Сиань Айвэй торговая компания (сайт: https://www.aiwei.ru), видишь системный подход. Эта компания, работающая с 1998 года в сфере поставок для нефтепромысловой добычи и комплексного сервиса, не просто продает арматуру. Их инженеры часто запрашивают данные не только по давлению и температуре, но и по полному химическому составу среды, включая возможные примеси, режимам ?стоп-старт?, вибрационной нагрузке. Для клапана защиты крышки это критично. Потому что если для обычной запорной арматуры незначительная вибрация — это фон, то для защитного клапана, который должен сработать в аварийный момент, это может быть фактором отказа.
Вот конкретный пример из практики. Был проект по модернизации системы обогрева и изоляции на одном из месторождений. Нужны были клапаны для защиты технологических крышек на ёмкостях с подогревом. Заказчик изначально хотел универсальное решение из AISI 316. Однако, анализируя рабочие циклы вместе со специалистами, мы вышли на важный момент: при периодическом прогреве возможен кратковременный контакт с более концентрированными реагентами при чистке. Стандартная 316 могла не выдержать. В итоге, после испытаний на образцах, остановились на 316L с дополнительным низкотемпературным упрочнением. Это незначительно увеличило стоимость единицы, но зато полностью сняло риски на весь срок службы. Именно такие детали и отличают просто поставщика от производителя, который мыслит категориями жизненного цикла изделия.
Частая ошибка на этапе проектирования — недооценка качества обработки поверхности. Для нержавеющей стали это не эстетика, а функционал. Шероховатая внутренняя поверхность канала или седла клапана — это место для начала точечной коррозии. Особенно в ?застойных? зонах, которые есть в конструкции любого защитного клапана. Мы перепробовали несколько методов финишной обработки — от электрополировки до специального пассивирования. Выяснилось, что для арктических условий, где оборудование работает при низких температурах и высокой влажности, электрополировка даёт лучшую стойкость. Но это опять же не догма. Для аппаратов, где возможны абразивные частицы в среде, полированная поверхность может быть даже вредна — царапины на ней более критичны. Приходится каждый раз взвешивать.
Сборка и испытания: теория разбивается о реальность цеха
Допустим, материал выбран верно, заготовки идеальны. Дальше — сборка. Вот здесь-то и проявляется вся ?кухня? OEM. Клапан защиты крышки — это, как правило, не монолитная деталь, а сборный узел: корпус, пружина, запорный элемент, уплотнения. И если корпус из нержавеющей стали, а пружина, условно, из обычной углеродистой стали с покрытием, то гальваническая пара обеспечена. Коррозия съест пружину за год. Видел такие ?гибриды? у некоторых производителей, которые экономят на мелочах. Поэтому мы настаиваем на том, чтобы все внутренние элементы, работающие в одной среде, были либо из одинакового материала, либо из электрохимически совместимых пар. Это увеличивает себестоимость, но зато избавляет от гарантийных случаев.
Ситуация с уплотнениями — отдельная история. Фторкаучук, EPDM, PTFE — у каждого свой диапазон температур и химстойкости. Ошибка в подборе уплотнения сводит на нет все преимущества корпуса из дорогой нержавейки. Был у меня неприятный опыт, когда партия клапанов, предназначенных для умеренных температур, случайно попала на объект, где в системе был периодический прогрев до +150°C. Уплотнения из стандартного EPDM дубели и теряли герметичность. Пришлось срочно организовывать замену на PTFE. Теперь в паспорте на каждый клапан защиты крышки мы вносим не только параметры корпуса, но и детальную спецификацию всех неметаллических компонентов. Это дисциплинирует и нас, и заказчика.
Испытания. Многие думают, что достаточно проверить на герметичность под давлением. Для защитного клапана это лишь часть правды. Важнее проверить давление срабатывания и, что ключевое, его стабильность после множества циклов ?открылся-закрылся?. Мы настраиваем срабатывание на стенде, имитирующем реальные условия — с той же средой (чаще всего водой с добавками) и при рабочих температурах. Бывает, что клапан, идеально работающий при +20°C, на холоде (-40°C) срабатывает с заметным опозданием из-за изменения вязкости среды или микродеформаций. Это нельзя вычислить, это можно только увидеть на испытаниях. Поэтому в компаниях, которые занимаются полным циклом, от промышленного дизайна до монтажа, как та же Айвэй, такие испытательные стенды — обязательная часть инфраструктуры. Без этого любое OEM — это лотерея.
Логистика и монтаж: последний рубеж
Казалось бы, изделие готово, прошло ОТК. Но как его доставить и смонтировать? Нержавеющая сталь — материал капризный. Поцарапать, занести железосодержащую пыль (например, от трения о стальной кузов грузовика) — и в месте повреждения может начаться коррозия. Упаковка для таких изделий — не просто картонка. Это индивидуальные контейнеры или, как минимум, плотная плёнка и защитные крышки на все резьбовые и ответные части. Мы учились на своих ошибках: однажды отгрузили партию без защиты резьбы, и при монтаже монтажники с трудом накручивали крышки — на резьбу налипла грязь и песок. Пришлось чистить, рискуя повредить поверхность.
Монтаж — это отдельная песня. Часто заказчик, получив качественный клапан, портит его при установке. Например, использует неподходящий инструмент, который ?срывает? грани, или чрезмерно затягивает соединение, деформируя корпус. Иногда, что хуже всего, используют уплотнительные материалы (ленты, пасты), несовместимые со средой. Они могут химически агрессивно воздействовать на уплотнения или даже на металл. Поэтому в комплексных контрактах, которые включает и монтаж и ввод в эксплуатацию, как это часто бывает в практике ООО Сиань Айвэй, это контролируется нашими же специалистами. Они следят не только за правильностью установки, но и за тем, чтобы были соблюдены все моменты по подготовке места установки, очистке трубопровода и т.д. Это не просто ?прикрутить?, это обеспечить работоспособность системы.
Бывает и обратная ситуация: монтажники на месте сталкиваются с несоответствием посадочных мест или подводящих патрубков. Чертеж чертежом, а в реальности бывают отклонения. Хороший OEM-производитель должен быть готов к оперативной доработке — изготовлению переходников или даже небольшой модификации корпуса клапана. Жёсткость ?сделано строго по ТЗ, остальное не наши проблемы? в этом бизнесе не работает. Нужна гибкость. Мы, например, всегда закладываем в производственный цикл небольшой резерв времени именно на такие ?нештатные? ситуации по первым поставкам. Потом, когда все нюансы с заказчиком утрясены, процесс идёт как по маслу.
Послепродажка и обратная связь: чем заканчивается история
Поставка — это не финал. Для такого оборудования, как клапан защиты крышки, важна история его эксплуатации. Настоящий производитель заинтересован в обратной связи. Что пошло не так? Что работало идеально? Мы регулярно запрашиваем данные у клиентов, особенно после первых лет работы. Это бесценная информация для доработки конструкций. Один из самых полезных фидбэков был от службы эксплуатации одного НПЗ. Они отметили, что на некоторых клапанах, установленных в легкообслуживаемых местах, было бы удобнее иметь не стандартный шестигранник под ключ, а увеличенную головку ?под руку? для ручного сброса давления. Казалось бы, мелочь. Но мы внесли это изменение в линейку стандартных опций для определённых типоразмеров. Теперь это есть в каталоге.
Комплексное послепродажное обслуживание — это не просто ремонт по гарантии. Это и поставка сменных комплектов уплотнений, и консультации по диагностике, и обучение персонала заказчика. Компания, которая, как Айвэй, позиционирует себя как технологический партнёр, а не просто продавец, строит свои процессы именно вокруг этого. Они понимают, что надежность их системы изоляции и обогрева в целом зависит и от таких, казалось бы, второстепенных элементов, как защитные клапаны на крышках. Поэтому в их схему работы заложены регулярные проверки и рекомендации по обслуживанию всей арматуры.
В итоге, возвращаясь к ключевому слову. Производитель oem нержавеющей стали клапан защиты крышки — это не просто станок с ЧПУ и склад листовой нержавейки. Это цепочка решений, основанных на опыте, часто горьком. Это понимание химии, механики, логистики и даже психологии монтажника. Это готовность не просто дать деталь, а решить проблему защиты оборудования. И когда видишь, как твои изделия через пять-семь лет работы на объекте открываются и закрываются так же чётко, как в день пуска, понимаешь, что все эти тонкости, все эти ?лишние? вопросы заказчику и ?лишние? операции в цеху — они того стоили. Именно это и есть настоящая OEM-работа, а не просто выписка накладной.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
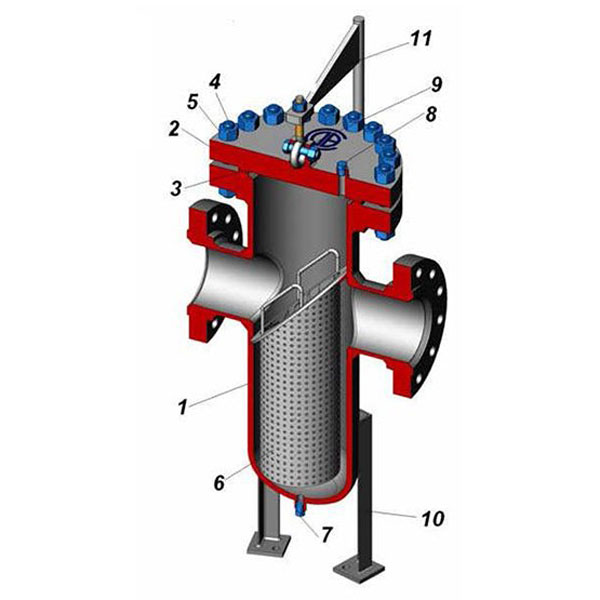 Фильтр корзинного типа
Фильтр корзинного типа -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
 Гибкий термочехол
Гибкий термочехол -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии
Связанный поиск
Связанный поиск- Поставщики двухконтурных газовых водогрейных котлов
- Страны-лидеры по закупкам емкостных водонагревателей мощностью 2-500 квт
- Поставщики энергоэффективных устройств
- Ведущая страна по оптовым закупкам накопительных водонагревателей
- Дешевые 2-500kw бак нагреватели ведущие страны-покупатели
- Ведущий китайский покупатель нагревательных стержней
- Термочехол купить
- Ведущая страна по маркам теплоизоляционных материалов
- Производитель oem интеллектуальных энергосберегающих технологий
- Дешевое устройство изоляции устья скважины ведущие страны-покупатели