



Производитель oem взрывозащищенных электрических нагревательных стержней
Когда слышишь ?производитель OEM взрывозащищенных электрических нагревательных стержней?, многие сразу представляют каталоги с картинками и стандартные ТУ. На деле, ключевое здесь — не просто изготовить стержень, а понять, как он поведет себя в конкретной скважине, в конкретной среде, под конкретным давлением. Частая ошибка — думать, что сертификат взрывозащиты (Ex) решает все. Он лишь допуск к работе. А дальше начинается наше дело: подбор сплава оболочки, расчет тепловой нагрузки с учетом возможного коксования парафина, стойкость к коррозии от пластовой воды. Вот где OEM превращается из простой сборки в инженерную задачу.
Нефтепромысловый контекст: почему стандартные решения не работают
Работая, например, с заказчиками из Западной Сибири, сталкиваешься с одной историей. Заказывают нагревательные стержни под скважинный насос. Техзадание есть, чертежи есть. Но в ТЗ часто не прописывают нюансы: колебания дебита, изменение газового фактора, которое ведет к локальным перегревам. Если делать строго по чертежу, без анализа реального режима работы — через полгода придет рекламация. Поэтому наш подход как производителя OEM всегда включает этап ?допрос с пристрастием?: запрашиваем журналы работы скважины, данные по химическому составу продукции. Без этого даже самый качественный стержень может выйти из строя раньше времени.
Был случай, кажется, в Ханты-Мансийском АО, когда заказчик настаивал на использовании нержавеющей стали AISI 321 для оболочки. По паспорту — подходит. Но мы, зная по опыту, что в той зоне часты высокие концентрации хлоридов и сероводорода, предложили вариант с более высоким содержанием никеля и молибдена. Уперлись, сделали пробную партию по их варианту и нашему. Их стержни через 4 месяца показали точечную коррозию, наши — отработали сезон. После этого разговоры пошли по-другому. Это и есть ценность OEM-производителя с опытом: не просто выполнить, а предупредить.
Еще один момент — монтаж. Часто на объекте нет идеальных условий. Резьбовые соединения стержней могут быть повреждены при неаккуратной сборке. Мы стали для ключевых проектов поставлять монтажные кондукторы и проводить короткие инструктажи для бригад. Это мелочь, но она снижает процент брака при запуске. Иногда думаешь, что мы не столько производитель нагревательных стержней, сколько решатель непредвиденных проблем.
Взрывозащита: не только маркировка, но и исполнение
Тема взрывозащиты (Ex) — это отдельная история. Многие считают, что если узел нагрева имеет маркировку Exd IIC T6, то можно ставить куда угодно. Но в реальности для взрывозащищенных электрических нагревательных стержней критична не только категория зоны, но и монтаж заземления, и термостойкость изоляции в месте ввода кабеля. Видел ситуации, когда сертифицированный стержень устанавливали с обычным кабельным сальником, не рассчитанным на высокую температуру корпуса в режиме максимальной нагрузки. Это создавало точку перегрева и потенциальную опасность.
Поэтому наше производство всегда включает контроль не только сердечника и оболочки, но и всех вспомогательных элементов — клеммных коробок, сальников, термопар. Мы, как правило, работаем с проверенными поставщиками этих компонентов, а иногда и сами дорабатываем их под наши задачи. Например, увеличиваем длину камеры клеммной коробки, чтобы обеспечить более удобный и безопасный монтаж силовых кабелей большого сечения.
Здесь стоит упомянуть и про сотрудничество с такими компаниями, как ООО Сиань Айвэй торговая компания (https://www.aiwei.ru). Это не просто торговая фирма, а структура с серьезной инженерной составляющей. Они, как технологическая компания, объединяющая торговлю, НИОКР и производство с 1998 года, давно в теме изоляции и обогрева нефтепромыслового оборудования. Их запросы на OEM-производство всегда технически обоснованы, что для нас, как для производителя, очень ценно. Не нужно объяснять базовые вещи, можно сразу погружаться в детали проекта.
Материалы и технологии: от сплава до готового изделия
Сердце стержня — нагревательный элемент. Мы перепробовали разные варианты: от классических нихромовых спиралей в оксиде магния до ленточных элементов. Для условий вибрации (например, рядом с ШГН) лучше себя показали элементы с монолитной засыпкой, они менее чувствительны к точечным перегрузкам. Но их производство сложнее, требует своего прессового оборудования.
Оболочка — это отдельная головная боль. Инколой 800, Хастеллой С-276… Цена за килограмм заставляет искать альтернативы, но не в ущерб надежности. Для многих российских условий, где коррозия не столь агрессивна, хорошо зарекомендовали себя дуплексные стали. Но их сварка требует особого режима, иначе теряется коррозионная стойкость в зоне шва. Пришлось в свое время настраивать аргонно-дуговую сварку с обратной продувкой, чтобы добиться качества.
Контроль качества — это не только испытания на опрессовку и проверка сопротивления изоляции. Мы обязательно проводим термоциклирование: несколько раз разогреваем стержень до рабочей температуры и охлаждаем. Это выявляет потенциальные проблемы с разбуханием изоляции или микротрещинами в сварных швах. Да, это увеличивает цикл производства, но снижает риски на объекте. Для того же ООО Сиань Айвэй, которое занимается комплексным послепродажным обслуживанием, надежность поставленных компонентов — это вопрос репутации, поэтому наши подходы совпадают.
Логистика и адаптация: доставить, сохранить, установить
Казалось бы, что сложного в доставке металлического стержня? Но длина изделий часто превышает 6, а то и 8 метров. Это требует специального транспорта и креплений. Однажды партию повезли зимой, и водитель, чтобы сэкономить, не утеплял кузов. Резкий перепад температуры при разгрузке привел к конденсации влаги внутри клеммных коробок. Пришлось срочно организовывать просушку на месте. Теперь в паспорте изделия и в договоре прописываем условия транспортировки.
Другой аспект — адаптация под импортное оборудование. Часто приходится делать стержни под замену вышедшим из строя аналогам от Baker Hughes или Schlumberger. Здесь важно не просто скопировать геометрию, а понять логику работы исходного изделия: как у него распределена тепловая мощность по длине, где установлены датчики перегрева. Иногда оказывается, что можно улучшить конструкцию, сделав зону нагрева более протяженной или, наоборот, сконцентрированной.
В этом плане полезен опыт компаний, которые, как ООО Сиань Айвэй торговая компания, занимаются не только поставками, но и промышленным дизайном, монтажом и вводом в эксплуатацию. Они видят оборудование в сборе, в работе, и их обратная связь для нас бесценна. Они могут сказать: ?вот здесь, на изгибе трубной головки, постоянно происходит задир оболочки, можно ли сделать в этом месте усиление??. И мы уже думаем над решением.
Взгляд вперед: что меняется в требованиях к OEM-производителю
Сегодня от производителя OEM ждут не просто ?сделай по чертежу?. Ждут консультации на этапе проектирования, быстрого прототипирования, гибкости в изменениях уже в ходе производства. Тенденция — интеграция систем мониторинга. Все чаще просят заложить в конструкцию стержня дополнительные каналы для волоконно-оптических датчиков температуры по всей длине. Это требует изменения технологии сборки.
Энергоэффективность тоже выходит на первый план. Заказчики спрашивают не просто про мощность, а про оптимальный режим работы для минимизации удельных затрат на обогрев. Приходится делать более сложные расчеты, моделировать тепловые поля. Это уже уровень инжиниринга, а не просто производства.
И, конечно, локализация. История с санкциями подтолкнула многих игроков рынка, включая наших партнеров, к поиску надежных локальных производителей критичных компонентов. Наша роль как производителя взрывозащищенных электрических нагревательных стержней становится еще более значимой. Но и ответственность растет. Уже нельзя списать неудачу на ?импортные комплектующие были плохие?. Все делаем сами, все контролируем сами. И в этом, если честно, есть своя профессиональная гордость. Главное — не останавливаться в развитии и всегда держать руку на пульсе реальных условий в скважине, а не только в цехе.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
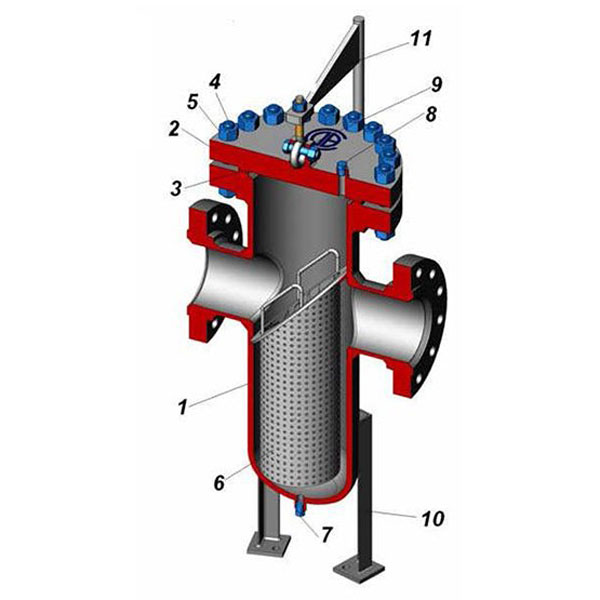 Фильтр корзинного типа
Фильтр корзинного типа -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Гибкий термочехол
Гибкий термочехол -
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие
Связанный поиск
Связанный поиск- Производители oem нагревателей тока
- Производители теплоизоляционных материалов 400-1000°c
- Поставщики интеллектуальных устройств для обогрева нефтяных скважин
- Основные покупатели теплоизоляционных материалов при 200°c
- Ведущая страна по закупкам теплоизоляционных материалов для 200°c
- Основные покупатели оптовых двухконтурных водогрейных котлов
- Цена устройства изоляции устья скважины для гидроразрыва пласта
- Ведущий оптовый покупатель систем отопления со специальными функциями
- Ведущий покупатель отличной изоляции устья скважины для устья нефтедобывающих скважин
- Оптовая продажа дозаторов и систем регенерации нефти