



Производители oem сверхтяжелой изоляции труб
Когда слышишь ?Производители OEM сверхтяжелой изоляции труб?, первое, что приходит в голову многим заказчикам — это гиганты с конвейерами, штампующие стандартные ?скорлупы?. Но на деле, особенно в сегменте сверхтяжелой изоляции для арктических проектов или магистралей высокого давления, всё упирается не в тираж, а в способность подрядчика глубоко вникнуть в ТЗ и взять на себя полную инженерную ответственность за конечный продукт. Вот здесь и начинается самое интересное, а часто — и самое проблемное.
Что скрывается за аббревиатурой OEM в нашем контексте
OEM — это не просто ?сделано на нашем заводе?. В изоляции, особенно сверхтяжелого класса (я говорю о тех случаях, когда речь идет о толщинах от 150 мм и выше, комбинированных системах с пароизоляцией и обогревом), это скорее синоним ?системного поставщика?. Производитель должен не просто вылить пенополиуретан или намотать минеральную вату. Он обязан спроектировать узел, предугадать поведение материалов при -60°C, учесть вибрации, возможные подвижки трубопровода и обеспечить герметичность гидрозащиты на стыках на весь срок службы.
Много раз сталкивался с тем, что заводы, особенно те, что пришли из смежных отраслей, делают ставку на оборудование. Мол, купили немецкую линию — и теперь мы производители. Но без собственных наработок в химии составов, без протоколов испытаний на старение и циклические нагрузки, это просто корпуса. Они могут даже соответствовать ГОСТ по теплопроводности, но выйдут из строя через пару лет из-за расслоения или накопления конденсата.
Здесь, к примеру, видишь разницу в подходе. Возьмем ООО Сиань Айвэй торговая компания (сайт — https://www.aiwei.ru). Они позиционируют себя именно как технологическая компания, объединяющая НИОКР, производство и комплексный сервис. В их случае OEM — это, по сути, создание индивидуальной технической спецификации под каждый объект, а уже потом — производство. Это близко к тому, что реально нужно рынку, но так работают единицы.
Типичные ошибки при выборе подрядчика и ?подводные камни?
Самая распространенная ошибка — выбор по цене за кубометр. Сверхтяжелая изоляция — это не товарный бетон, ее свойства нельзя оценить линейно. Дешевый состав может иметь отличную начальную лямбду, но через год дать усадку или потерять закрытопористость из-за некачественных пенообразователей. Итог — теплопотери растут, а заказчик потом годами платит за перерасход энергии, пытаясь найти виноватого.
Другая проблема — неполное ТЗ. Часто проектировщики указывают лишь конечные параметры: ?коэффициент теплопроводности не более 0.03 Вт/м*К?. Но для производителя критичны детали: способ крепления изоляции к трубе (будет ли скользящая опора?), тип внешней гидроизоляционной оболочки (оцинковка, стеклопластик?), условия монтажа (будет ли он производиться зимой при -30°?). Без этого диалога даже самый добросовестный производитель сделает продукт, который будет сложно или невозможно смонтировать без потери качества.
Личный опыт: на одном из объектов в Западной Сибири мы заказали изоляцию для участка с канальной прокладкой. В ТЗ было всё, кроме… уточнения по максимальному диаметру транспортировки. Завод изготовил крупногабаритные сегменты, которые физически не вписывались в габариты существующих железнодорожных платформ. Пришлось срочно переделывать на трехсекционные, с дополнительными стыками — потенциальными мостиками холода. Это был провал в координации, а не в технологии.
Критерии, на которые стоит смотреть помимо сертификатов
Сертификаты — это must have, база. Но они даются на образец, изготовленный в идеальных условиях. Меня больше интересует практика. Первое — наличие у завода собственной испытательной лаборатории, не для показухи, а для рутинного входящего контроля сырья и выходного контроля каждой партии. Готов ли производитель предоставить протоколы испытаний именно с той партии, которая приедет на объект?
Второе — портфолио реализованных проектов в схожих условиях. Не просто список, а с описанием проблем, которые решались. Например, для сверхтяжелой изоляции труб на береговых сооружениях в Арктике ключевой вызов — это ветровые нагрузки на оболочку и защита от ультрафиолета, который там агрессивен даже при низких температурах. Если в кейсах есть такие истории, это о многом говорит.
Третье, и это часто упускают, — логистика и упаковка. Скорлупы из пенополиуретана или цилиндры из каменной ваты — хрупкий товар. Как они упакованы для перевозки на 3000 км? Используются ли деревянные каркасы, защищающие кромки? Видел, как на стройплощадку привозили идеальную изоляцию, но 30% было в браке из-за погрузо-разгрузочных работ. Ответственный производитель продумывает цепочку до монтажного стола.
Интеграция систем: почему изоляция — это лишь часть истории
Современный тренд — это не просто утеплить, а управлять тепловым режимом. Поэтому OEM сверхтяжелой изоляции все чаще идет в паре с системами обогрева (кабельными или жидкостными). И вот здесь возникает главная точка роста для поставщика — способность быть интегратором. Завод, который делает только ?скорлупу?, вынужден работать в связке с другими, и зазоры ответственности неизбежны.
Компании, которые, как ООО Сиань Айвэй, заявляют в своей концепции о полном цикле от промышленного дизайна до монтажа и сервиса, находятся в более выигрышной позиции. Они могут сразу спроектировать каналы для греющего кабеля, закладные для датчиков температуры, герметичные вводы. Это снижает риски на объекте. В их случае производство изоляции — это этап в рамках более крупной задачи по теплосбережению всего объекта.
На практике это выглядит так: приезжает их инженер, смотрит на P&ID-схемы, общается с монтажниками и только потом формирует КД для своего производства. Это дороже на этапе подготовки, но в разы дешевле на этапе пусконаладки и эксплуатации. Узкие специалисты по изоляции такого дать не могут.
Взгляд в будущее: материалы, цифра и кадры
Материалы эволюционируют медленно. Основные игроки — это все те же ППУ, каменная вата, вспененный каучук. Но интерес смещается в сторону гибридных систем и интеллектуального контроля. Например, изоляция со встроенными оптоволоконными датчиками для мониторинга температуры по всей длине трассы в реальном времени. Пока это штучные проекты, но за ними будущее.
Еще один вызов — это кадры. Опытных специалистов, которые понимают физику тепломассопереноса в таких системах, а не просто умеют читать ГОСТ, мало. Их не готовят вузы в нужном количестве. Поэтому сильные компании растят их внутри, через собственные учебные центры и наставничество на реальных объектах. Это долгий путь, но по-другому нельзя. Без таких людей даже самое современное оборудование будет делать посредственную продукцию.
В итоге, возвращаясь к ключевому слову ?производители OEM?. Рынок постепенно делится на две категории: те, кто продает объемы материала, и те, кто продает инженерное решение с гарантированным тепловым контуром. Для сложных проектов, где цена отказа исчисляется миллионами в час простоя, выбор, по моему глубокому убеждению, может быть только в пользу второй категории. И здесь важно смотреть не на красивые картинки в каталоге, а на глубину экспертизы и готовность разделить ответственность за результат на всем жизненном цикле объекта. Именно эту философию, судя по описанию их деятельности, и исповедует компания ООО Сиань Айвэй торговая компания, что делает ее заметным игроком в нише комплексных решений, а не просто одним из многих заводов.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие -
 Гибкий термочехол
Гибкий термочехол -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
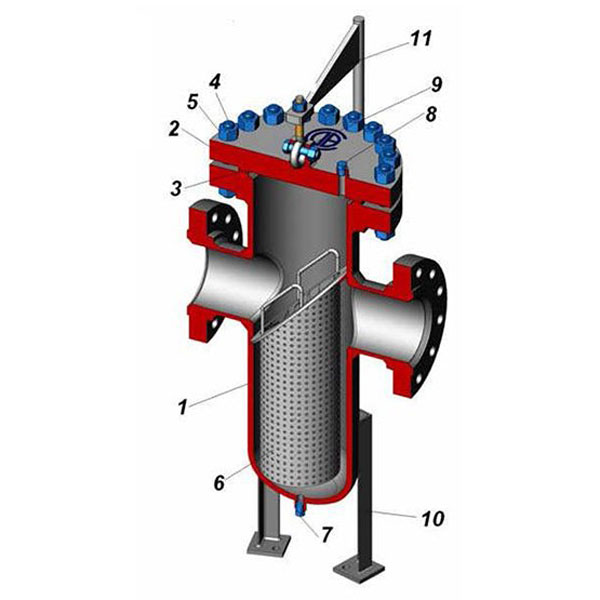 Фильтр корзинного типа
Фильтр корзинного типа -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии
Связанный поиск
Связанный поиск- Производители изоляции оборудования для защиты окружающей среды
- Ведущие покупатели изоляционной продукции в китае
- Oem2-500kw трубный нагреватель основной покупатель страна
- Ведущий покупатель изоляционных втулок для запорной арматуры оптовая торговля
- Поставщики защитных крышек для клапанов из нержавеющей стали
- Производители обогревателей oem мощность
- Теплоизоляционные строительные материалы
- Основные покупатели изоляционных манжет для фильтров
- Ведущий покупатель изоляции устья скважины
- Цена электрического нагревателя