



Производители oem плотность изоляционных материалов
Когда слышишь запрос ?Производители oem плотность изоляционных материалов?, первое, что приходит в голову — люди ищут спецификации, цифры, таблицы. Но за этими сухими данными часто теряется суть: плотность — это не просто цифра в паспорте, а рабочий параметр, который в полевых условиях ведёт себя совершенно иначе, чем в лабораторном отчёте. Многие, особенно те, кто только начинает закупать материалы для изоляции, например, для нефтепромыслового оборудования, совершают одну и ту же ошибку — гонятся за минимальной плотностью, думая, что это синоним эффективности и экономии. На деле же всё упирается в конкретную задачу: обогрев трубопровода в условиях вечной мерзлоты или защита аппаратов на открытой площадке под Уральским ветром — это разные истории.
Плотность не как цифра, а как поведение материала
Возьмём, к примеру, вспененный каучук или модифицированные пенополиуретаны, которые часто идут на OEM-поставки. В каталогах указана плотность, скажем, 40-60 кг/м3. Казалось бы, бери менее плотный — он же легче и, наверное, дешевле в производстве. Но здесь кроется первый подводный камень: при вибронагрузках, которые неизбежны рядом с работающими насосами или компрессорами, материал с недостаточной структурной плотностью начинает проседать, теряет первоначальную геометрию. В итоге — мостики холода, конденсат, а там и до коррозии рукой подать. Я сам лет десять назад попадал на такой проект, где сэкономили на плотности основы для кожухового утеплителя. Через полтора сезона пришлось полностью менять изоляцию на участке обвязки сепаратора — материал ?слёгся?, теплопотери выросли на треть против расчётных.
Или другой аспект — обработка и монтаж. Материал с низкой плотностью часто легче режется и гнётся, что, безусловно, удобно для монтажников. Но если речь идёт о сложных формах — скажем, изоляция запорной арматуры или нестандартных фланцевых соединений, то здесь нужна не столько гибкость, сколько способность сохранять форму после раскроя и фиксации. Более плотные образцы, хоть и требуют больше усилий при подготовке, дают в итоге более стабильный и долговечный контур. Это особенно критично для oem поставок, когда изделие изготавливается под конкретный узел оборудования, и любая деформация на месте — это риск нарушения всего теплового расчёта.
Поэтому в разговорах с производителями я всегда уточняю: какая плотность была замерена — начальная или после циклических нагрузок на сжатие? Как материал ведёт себя при длительном контакте с технологическими жидкостями (тем же конденсатом или масляным туманом)? Часто техдокументация об этом умалчивает, а ведь это ключевые моменты для долгосрочной службы изоляции.
OEM-производство: где спецификации встречаются с реальным цехом
Работа с OEM — это всегда диалог, а часто и компромисс между идеальными расчётными параметрами и технологическими возможностями завода. Производитель материалов может дать прекрасный образец с идеальной стабильной плотностью, но когда дело доходит до серийного выпуска крупной партии для, допустим, кожуховых панелей, начинаются нюансы. Однородность вспенивания, условия отверждения, даже температура в цехе в день производства — всё это влияет на конечные свойства. Бывало, принимали партию, где замеры плотности в разных поддонах ?гуляли? на 10-15%. Для общего строительства, может, и не страшно, а для точного oem изделия под размер — брак.
Здесь важно, чтобы поставщик не просто отгрузил материал, а понимал конечную задачу. Вот, например, компания ООО Сиань Айвэй торговая компания (сайт https://www.aiwei.ru), которая, как указано в их профиле, занимается комплексными решениями для изоляции и обогрева нефтепромыслового оборудования. Их подход, судя по опыту коллег, как раз строится на этом — они не просто торгуют материалами, а ведут проекты от дизайна до монтажа. Для OEM это бесценно: когда технолог с производства может напрямую обсудить с инженером поставщика, как поведёт себя материал определённой плотности при фрезеровке паза под нагревательный кабель или при стыковке двух криволинейных сегментов.
Их профиль — это как раз та самая связка исследований, производства и постпродажного обслуживания, которая и нужна для ответственных OEM-поставок. Потому что после отгрузки изделий вопросы не заканчиваются. Случались ситуации, когда на объекте выяснялось, что штатный крепёж продавливает углы изоляционного элемента. Решение лежало не в области замены крепежа, а в корректировке плотности (а значит, и прочности на сжатие) материала в конкретной зоне для следующих партий. Без обратной связи от монтажников и сервисных инженеров, которую как раз обеспечивает полный цикл работ, такие точечные доработки невозможны.
Полевые условия — лучший тест для любых спецификаций
Все лабораторные сертификаты меркнут, когда изоляционный материал попадает на северный промысел. Низкие температуры — это не только вопрос теплопроводности. Некоторые материалы, особенно на основе вспененных полимеров, с понижением температуры становятся более хрупкими. И если плотность не обеспечена должной структурной вязкостью, при ударах или вибрации от транспорта начнётся крошение. Один из самых показательных случаев в моей памяти — изоляция для трубопроводов на объекте в Западной Сибири. Материал был подобран по теплопотерям, плотность вроде бы подходила. Но не учли режим транспортировки: панели везли зимой, тряслись они в кузове не одну сотню километров. На месте оказалось, что кромки многих элементов пошли мелкими сколами. Монтажники, конечно, загерметизировали, но целостность слоя была уже нарушена.
Отсюда вывод, который сейчас кажется очевидным, но которому учишься только на практике: для OEM-изделий, особенно для удалённых и суровых условий, нужно закладывать не минимально допустимую, а несколько повышенную плотность — как запас на ?неидеальность? логистики и монтажа. И обязательно проводить не только стандартные испытания на теплопроводность, но и на ударную вязкость при отрицательных температурах. Многие производители в Китае или Турции, с которыми мы работали по другим линейкам, такие тесты просто не проводят, их техзадания ограничиваются комнатными условиями. А для нефтепромысла это неприемлемо.
Именно поэтому предпочтение часто отдаётся тем поставщикам, у которых есть не только своё производство, но и свои же инженеры, способные адаптировать рецептуру и технологию под конкретные климатические и эксплуатационные вызовы. Как та же ООО Сиань Айвэй, которая, судя по описанию, с 1998 года в теме и ведёт проекты комплексно — от дизайна до ввода в эксплуатацию. Такие компании обычно более гибко подходят к вопросу плотности, понимая, что это переменный параметр для достижения конечной цели — надёжной работы системы изоляции в заданных условиях.
Цена вопроса: когда экономия на плотности становится убытком
Финансовый директор всегда спросит: а нельзя ли взять материал подешевле, с меньшей плотностью? На первый взгляд, разница в цене за кубометр может быть ощутимой. Но если считать полный жизненный цикл, картина меняется. Менее плотный материал может иметь чуть более высокую теплопроводность — значит, для соблюдения норм по теплопотерям придётся увеличивать толщину слоя. Это уже перерасход материала и увеличение габаритов конструкций. Далее — его меньшая механическая стойкость может потребовать более частого обслуживания, усиленного каркаса или дополнительных защитных кожухов. А самый дорогой сценарий — преждевременный выход из строя и аварийная остановка оборудования для замены изоляции.
В одном из проектов по модернизации установки подготовки нефти мы как раз сравнивали два варианта от разных производителей. Первый — материал с плотностью 45 кг/м3 по привлекательной цене. Второй — аналог с плотностью 65 кг/м3 от поставщика с полным циклом услуг (вроде упомянутой ООО Сиань Айвэй), дороже на 25%. Расчёт на 10 лет с учётом затрат на монтаж, обслуживание и рисков простоев показал, что второй вариант экономичнее почти на 15%. Решающими стали именно заложенные в него параметры долговечности и стойкости к агрессивной среде, которые были достигнуты в том числе за счёт оптимизированной плотности и структуры.
Поэтому в техническом задании для OEM-поставщика сейчас мы стараемся указывать не жёсткий диапазон плотности, а требуемые эксплуатационные характеристики (стойкость к сжатию, температурный диапазон, поведение при вибрации), предоставляя производителю возможность самому подобрать оптимальную рецептуру и, соответственно, плотность для их достижения. Это более здоровый подход, который смещает фокус с абстрактной цифры на реальную производительность материала в системе.
Вместо заключения: плотность как часть пазла, а не весь ответ
Так что, возвращаясь к исходному запросу ?Производители oem плотность изоляционных материалов?... Искать нужно не просто производителя, который гарантирует какую-то цифру. Нужен партнёр, который понимает, для чего этот материал, и как эта самая плотность взаимодействует с десятком других параметров — от коэффициента теплопроводности до стойкости к УФ-излучению. Который имеет опыт не только в производстве плит или рулонов, но и в их интеграции в сложные инженерные системы, как это делает компания, занимающаяся комплексным обслуживанием систем изоляции и обогрева.
Самая ценная информация часто содержится не в каталогах, а в отчётах о ранее выполненных проектах, в диалоге с технологами. Спросите их: ?А был ли у вас проект с похожими условиями, и что вы там применяли? С какими проблемами столкнулись??. Ответ на этот вопрос даст гораздо больше, чем столбец цифр с характеристиками. Плотность важна, но она — инструмент, а не цель. Цель — это чтобы оборудование через пять-десять лет работы в поле сохраняло температуру, заданную проектом, без лишних затрат на энергию и ремонты. И именно под эту цель нужно подбирать и материал, и его производителя.
В общем, гоняться за конкретным числом — дело неблагодарное. Куда продуктивнее найти того, кто сможет аргументированно объяснить, почему в вашем случае будет эффективна именно та или иная плотность, и — что критично — взять на себя ответственность за конечный результат работы этого материала в составе поставленного OEM-изделия. Вот это и есть, пожалуй, главный критерий выбора.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
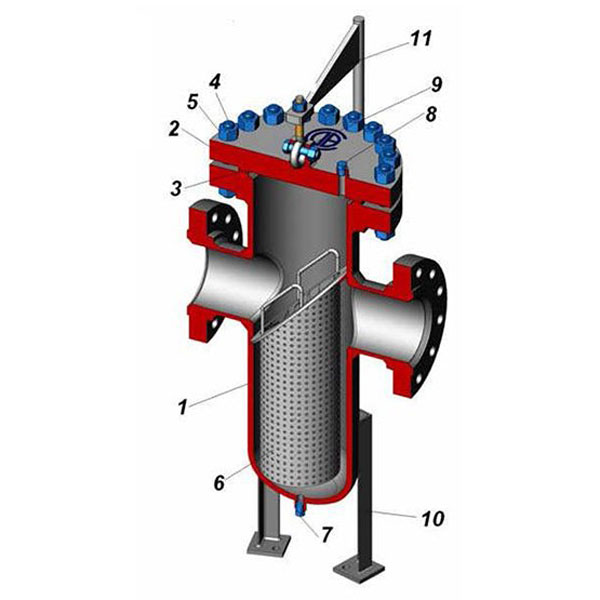 Фильтр корзинного типа
Фильтр корзинного типа -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти -
 Гибкий термочехол
Гибкий термочехол -
 Устройство для ввода реагентов
Устройство для ввода реагентов
Связанный поиск
Связанный поиск- Дешевая основная страна-покупатель дозаторов
- Ведущие покупатели оптовых плотностей изоляции
- Дешевые 300 ℃ теплоизоляционное покрытие основных покупателей страны
- Цена оборудования системы отопления
- Производители нагревательных приборов
- Основной покупатель oem интеллектуальной системы теплоизоляции
- Заводы по применению изоляционных материалов
- Производитель 100℃ теплоизоляционных материалов
- Ведущий покупатель оптовой продажи нефтяного отопительного оборудования
- Ведущие китайские покупатели изоляционных снарядов для устья скважины для добычи нефти