



Производители oem изоляции очистки сточных вод
Когда слышишь ?Производители OEM изоляции очистки сточных вод?, первое, что приходит в голову — это крупные бренды с собственными заводами. Но на деле всё чаще оказывается, что под известным именем работает сторонний подрядчик. И вот здесь начинаются нюансы, о которых редко пишут в каталогах. Мой опыт подсказывает, что ключевой вопрос не в том, кто формально производит, а в том, кто реально контролирует технологию и качество сырья для этих самых изоляционных материалов. Многие, особенно при закупках для муниципальных объектов, гонятся за ?европейской маркой?, не подозревая, что продукт может быть сделан на том же мощностях, что и локальные аналоги, просто с другой биркой. Это не всегда плохо, но без понимания процесса — риск.
Разбор понятия OEM в нашей сфере
В контексте изоляции для очистных сооружений, OEM — это часто история про специализацию. Редкий завод, даже крупный, производит абсолютно всё сам: от полимерной композиции до готовых рулонов или панелей. Чаще есть компания-интегратор, которая разрабатывает технические решения, а изготовление отдельных компонентов отдаёт на сторону. Это нормально. Проблема в другом: когда интегратор слабо погружён в физику и химию процесса, а просто перепродаёт готовые изделия. Тогда страдает адаптивность. Например, для анаэробных реакторов нужна одна стойкость к химической среде, для иловых площадок — совершенно другая к УФ-излучению и механическим нагрузкам. Универсальных решений не бывает.
Я вспоминаю один проект под Казанью, где заказчик настоял на ?фирменной? изоляции от известного европейского бренда. Привезли, смонтировали. А через полтора года в швах пошли вздутия. Оказалось, что материал, хотя и сертифицирован, был рассчитан на другой диапазон температурных циклов — производитель просто не учёл глубину промерзания грунта в нашем регионе. Бренд был настоящий, но его OEM-производитель делал продукт по общим спецификациям, без привязки к местным условиям. Пришлось переделывать, дорабатывать уже на месте.
Отсюда вывод: важно знать не только бренд, но и реальное место производства и, главное, кто составлял техническое задание для этого производства. Часто именно в ТЗ кроется успех или провал. Китайский или российский завод может сделать отличный продукт, если ему грамотно поставить задачу. И наоборот.
Критерии выбора и скрытые параметры качества
На что я смотрю в первую очередь, оценивая поставщика? Не на красивые буклеты, а на готовность предоставить доступ на производственную площадку или, на худой конец, детальные видеоотчёты по ключевым этапам. Важен контроль сырья. Например, для пенополиуретановых изоляционных кожухов, которые мы часто применяем для трубопроводов на очистных, критичен состав компонентов ?А? и ?Б?. Если производитель экономит на антипиренах или стабилизаторах, материал быстро теряет свойства под воздействием паров сероводорода.
Ещё один момент — контроль швов и стыков. В OEM-производстве, особенно при больших тиражах, часто экономят на этом этапе. Автоматическая сварка полотнищ — это хорошо, но настройки оборудования под конкретную партию сырья должны проверяться. Я видел, как на одном уважаемом заводе из-за смены поставщика полимерной плёнки полгода ушло на то, чтобы подобрать новые режимы сварки. Пока не подобрали — был брак, который, увы, частично ушёл на объекты.
Поэтому в диалоге с производителями я всегда уточняю: как часто калибруется оборудование, ведётся ли журнал отклонений по партиям, есть ли лабораторный контроль готовой продукции не только на прочность, но и на долговременную стойкость в агрессивных средах. Ответы бывают очень показательными.
Пример из практики: интеграция с комплексными поставщиками
Интересный кейс связан с компанией ООО Сиань Айвэй торговая компания (сайт: https://www.aiwei.ru). Они позиционируют себя как технологическая компания, объединяющая торговлю, НИОКР и производство. В их случае история не про классический OEM, а про более глубокую интеграцию. Они не просто заказывают изоляцию по своему ТУ у какого-то завода, а, судя по всему, сами участвуют в разработке составов и конструкций для систем обогрева и изоляции, в том числе, полагаю, и для объектов ВКХ.
Их профиль — нефтепромысловое оборудование, а там требования к изоляции часто даже жёстче, чем на многих очистных сооружениях. Если компания с 1998 года занимается комплексными решениями ?под ключ? — от дизайна до монтажа и сервиса, то это ценный партнёр. Для нас, как для инженеров, важно, чтобы поставщик понимал не только свойства материала, но и то, как он будет вести себя в конкретной инженерной системе, как его монтировать в условиях ограниченного пространства резервуара или на открытых каналах.
Вот с такими интеграторами работать продуктивнее. Можно обсудить не ?дайте вашу стандартную изоляцию?, а сформулировать задачу: ?нужно защитить от теплопотерь бетонный метантенк в условиях повышенной влажности и брызг активного ила?. И они должны быть способны предложить или доработать решение, возможно, силами своего OEM-партнёра по производству. Их сайт aiwei.ru показывает именно такой комплексный подход, что в нашей области редкость.
Типичные ошибки при заказе и монтаже
Самая частая ошибка — недооценка подготовительных работ. Можно купить лучшую в мире изоляцию, но если поверхность под неё не очищена, не прогрунтована для улучшения адгезии, то всё насмарку. Особенно это касается очистки сточных вод — среды постоянно влажные, часто щелочные или с содержанием кислот. Адгезия — это всё.
Другая ошибка — экономия на проектировании узлов. Производитель поставляет ровные листы или маты, а обход трубы, фланца, смотрового люка — это головная боль монтажников на месте. Часто режут как попало, заделывают не тем герметиком. Лучше, когда OEM-производитель предлагает не просто материал, а набор готовых фасонных элементов для типовых узлов. Это сильно сокращает риски.
Был у меня печальный опыт с изоляцией вторичных отстойников. Материал выбрали хороший, но не учли линейное расширение при сезонных перепадах температур. Крепёж был жёсткий. Через два года по линии креплений пошли микротрещины, началось проникновение влаги в слой изоляции. Пришлось полностью менять систему крепления на плавающую. Теперь всегда спрашиваю у производителей: какие рекомендации по компенсации температурных деформаций для вашего материала? Если внятного ответа нет — это тревожный знак.
Будущее сегмента: что будет влиять на производителей
Думаю, давление будет расти с двух сторон. Во-первых, ужесточение экологических норм по энергоэффективности очистных сооружений. Это потребует материалов с более низким и стабильным коэффициентом теплопроводности на протяжении всего срока службы. Производителям, в том числе OEM, придётся больше вкладываться в исследования новых наполнителей и связующих.
Во-вторых, запрос на цифровизацию. Всё чаще хотят видеть не просто изоляцию, а ?умную? систему с датчиками контроля влажности внутри слоя, температуры на поверхности. Это значит, что материал должен быть пригоден для интеграции с такой диагностикой. Возможно, появятся новые композитные структуры с каналами для сенсоров. Готовы ли к этому текущие производители изоляции? Большинство — нет. Это шанс для тех, кто работает в тесной связке с инжиниринговыми компаниями, вроде упомянутой Айвэй.
И третий тренд — полный жизненный цикл. Всё больше заказчиков спрашивают не только про цену за квадратный метр, но и про утилизацию материала через 20-30 лет. Будет ли это проблема или материал можно переработать? Это вопрос к химикам-технологам на производстве. OEM-партнёры, которые начнут решать эту задачу сейчас, получат серьёзное преимущество в среднесрочной перспективе.
В итоге, выбор OEM-производителя изоляции для очистки сточных вод — это не поиск самой низкой цены. Это поиск наиболее ответственного и технологически подкованного партнёра, который способен видеть дальше своего цеха и понимать, как его продукт будет работать в сложных, а иногда и экстремальных условиях реальных очистных сооружений. Именно такие поставщики в конечном счёте экономят время, нервы и деньги, даже если их цена за единицу продукции немного выше.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Устройство теплоизоляции устья нефтедобывающей скважины
Устройство теплоизоляции устья нефтедобывающей скважины -
 Устройство теплоизоляции устья скважины для нагнетания воды
Устройство теплоизоляции устья скважины для нагнетания воды -
 Интеллектуальный регенеративный циркуляционный полоз
Интеллектуальный регенеративный циркуляционный полоз -
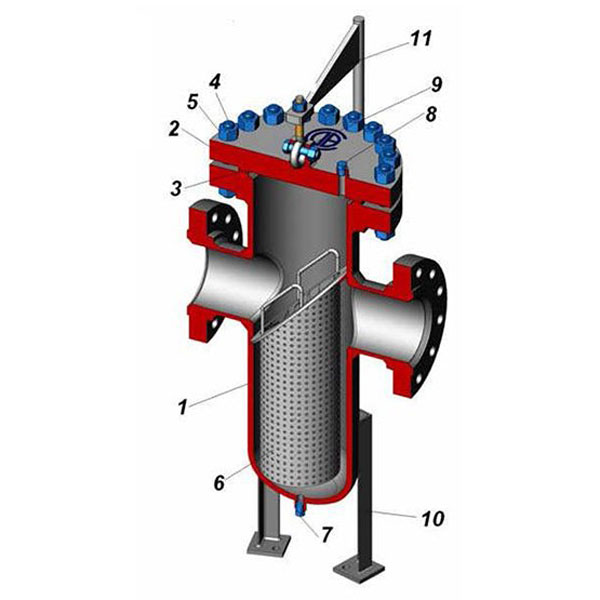 Фильтр корзинного типа
Фильтр корзинного типа -
 Аэрогелевое теплоизоляционное покрытие
Аэрогелевое теплоизоляционное покрытие -
 Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень
Взрывозащищенный энергосберегающий электромагнитный индукционный нагревательный стержень -
 Устройство для ввода реагентов
Устройство для ввода реагентов -
 Защитная крышка для теплоизоляции клапана из нержавеющей стали
Защитная крышка для теплоизоляции клапана из нержавеющей стали -
 Гибкий термочехол
Гибкий термочехол -
 Защитная втулка фланца из нержавеющей сталии
Защитная втулка фланца из нержавеющей сталии -
 Устройство для сбора грязной нефти
Устройство для сбора грязной нефти
Связанный поиск
Связанный поиск- Цена изоляционного рукава для гидроаккумулятора
- Основные покупатели изоляции для очистки сточных вод
- Основные покупатели электронагревательных стержней
- Ведущий покупатель устройств для изоляции устья скважины
- Устройство для нагрева резервуара для хранения
- Дешевая страна основных покупателей для изоляции нефтяной промышленности
- Производители идеальных нагревателей
- Ведущий покупатель интеллектуальных энергосберегающих технологий oem
- Установки для нагревателей получающих тепло
- Производитель электромагнитных нагревателей 5kw-300kw